



Colby roller and
gravity
conveyors
- Conveyors can lower production costs
- Speeds up packaging and delivery time
- Mobilise and transform inventory
- Various types of conveyors to suit application
- Installed vertically, horizontally, inclined, declined or around corners
- Roller and gravity conveyors keep electricity expenses down
Request Pricing
"*" indicates required fields
40 years of experience
Best industry experts
fast & effective solutions
Full Service – End to End
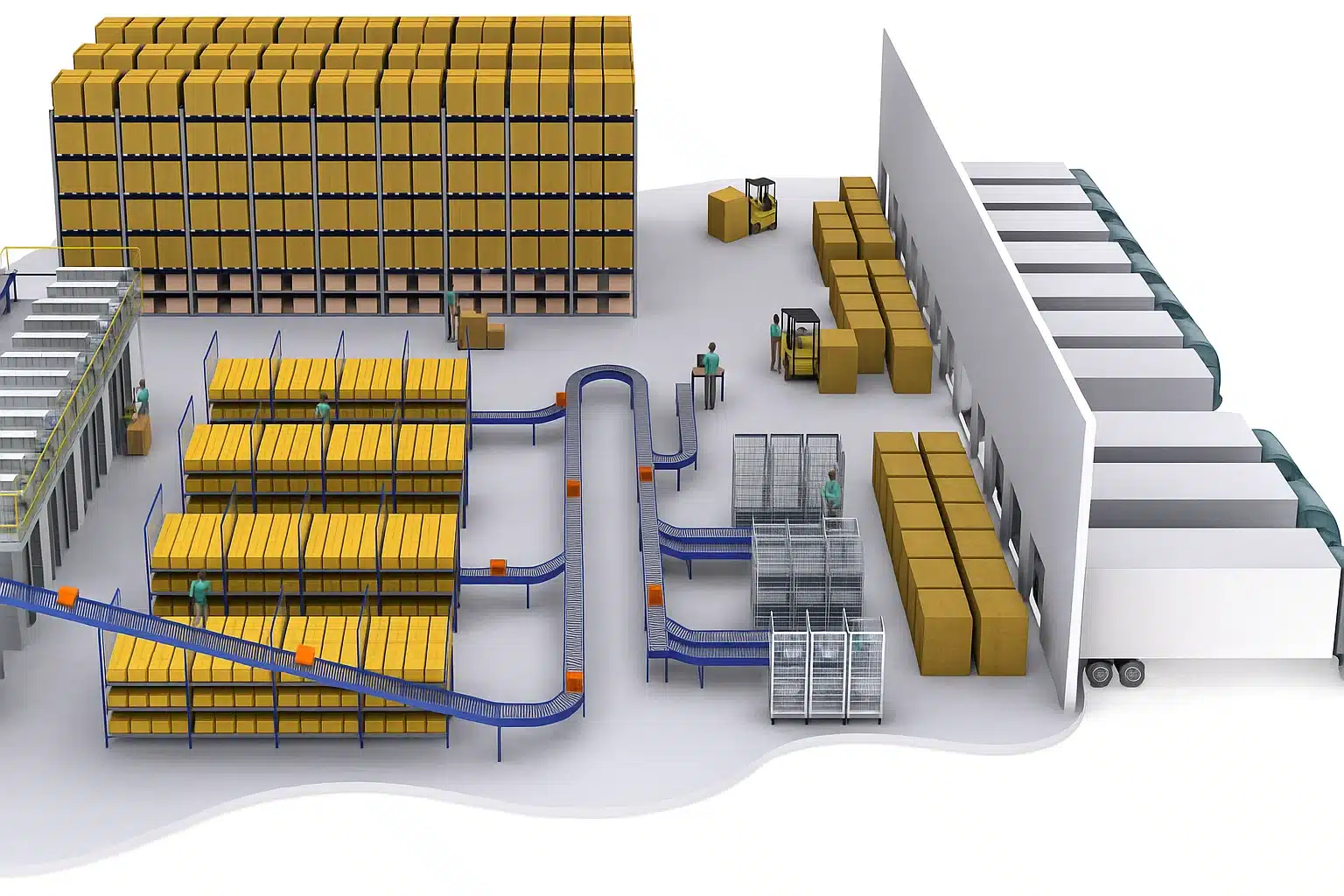
Moving goods where you need them
Turn your product handling problems into financial savings, with our conveyor systems.
Effective product flow solutions, like conveyor systems, ensure customers have what they need, where and when they need it.
An efficiently designed conveyor system can lower costs and speed up delivery, systematic product flow mobilises and transforms inventory.
Conveyor systems bring different warehouse processes together by moving goods automatically and on cue to their required destination. Conveyor systems intelligently sort out or merge goods efficiently.
There are various types of conveyor systems that are available that use belts, rollers, wheels and chains to suit different applications.
They can convey vertically, horizontally, around corners, incline and decline.
Conveyors can be electrically driven or use gravity, which is a much cheaper source of power.
Conveyors can be used throughout your facility, eliminating rehandling before and after each process, and can even be loaded and unloaded automatically; reducing the amount of manual handling needed, and importantly the cost of handling each carton.
Our Pallet Conveyor Range can be discussed upon inquiry.
Range of Conveyors Available
- Gravity Roller Conveyor
- Gravity Wheel Conveyor
- Gravity Wheel Curves
- Ball Transfer Tables
- Powered Conveyor Range:
- Lineshaft Conveyor
- Slider Bed Belt Conveyor
- Live Roller Conveyor
Conveyors in Warehouse & Distribution Centres
- Conveyors in receiving and dispatch areas are used to increase productivity and reduce transport turnaround times.
- Transportation of goods from A to B. Conveyors can add value by check-weighing, labeling and packaging this reduces product damage and improves the ergonomics of materials handling.
- Order fulfillment.
- Orders are picked into totes or cartons,
which are moved between zones on
gravity or transportation conveyor. - When orders are completed, the conveyor takes the tote or carton to the dispatch area. high productivity and throughput can be achieved in full case picking applications, by picking direct to conveyor.
Finding the Right Conveyor Solution for You
Total Racking Systems works with you to determine the conveyor solution that is right for your operation.
A conveyor system that:
- Delivers and takes away materials automatically or on cue.
- Stores materials until the moment they are needed.
- Adds value to your order fulfilment process with packing and weighing.
Whether you need simple sections of gravity conveyor or full automation, Contact Total Racking Systems for a free consultation.
key features and benefits
Save Finances and one labour
Investing in a conveyor will result in significant savings in regards to both finances and labour
Reduce manual handling
Strict OH&S, rising labour costs & manual handling has become expensive. Conveyors reduce amount of manual handling needed
Various package types
Conveyor systems manage pallets, trolleys, cartons, parcels, totes, trays, bins, and a host of other package types and materials.
Move product between levels
Incline/Decline Conveyors move products between deifferent levels
Bulky Loads
Pallet Conveyors can move, store and retrieve even the bulkiest loads efficiently
Multi Directional
Powered roller conveyors give you the flexibility of being able to move your products in a number of directions
Automate your processes
Check weighing, labeling and packing can be automated with conveyors.
Reduce Product damage
Allows accumulation without line pressure to limit product damage by holding or buffering products into areas
Lower Costs
Any type of goods movement that is repetitive is worth and performed multiple times is worth automating.
Gravity and Roller Conveyors in Distribution
We have solutions to improe the efficiency of goods receipt, order fulfilment and despatch. Conveyors can lower costs and improve efficiency.
Receiving and Despatch in Distribution
Conveyors can be used in receiving goods and despatching goods to:
- increase productivity and
- reduce transport turnaround times
Different types of conveyors are used depending on the application.

Transportation of Goods in Distribution
Conveyors can transport goods from A to B. Conveyors can also add value by automating processes such as check weighing, labeling and packing. Conveyors can:
- provide accumulation, controlling overflow and providing buffers for products
- reduce product damage and
- improve the ergonomics of materials handling

Order Fulfillment in Distribution
Order fulfilment for faster moving products requires more inventory on the picking line and more flexible access for operators.
Split Cases Orders
Split case orders are picked into totes or shipping cartons, which are moved between zones on a gravity conveyor. When orders are completed, the conveyor takes the tote or carton to the despatch area.
Full Case Orders
High productivity and throughput can be achieved in full case picking applications,by picking direct to conveyor.
Each warehouse storage facility has its own unique set of challenges and goals, therefore we recommend consulting a warehouse layout and design specialist for a professional opinion to assist you in achieving the optimum storage solution for you.
to find out about TRs Watch the Video
- We’ve been coming up with storage solutions for over 40 Years
- We are the authorised distributor for Colby Storage Solutions in Sydney and Newcastle
- Designed by leading Australian Structural Engineers and manufactured in Australia with unsurpassed quality
- Colby Pallet rack meets and exceeds the Australian standards AS 4084-2021 for Steel Storage Racking.
- Structural design Certificates are supplied with all new racking.
- High strength tensile steel sourced from Wollongong, NSW
- Reduce delivery times as no waiting for international stock
We give you advice and guide you every step of the way from:
- design and layout,
- order and supply
- racking installation,
- racking warranty,
- safety audit and inspections,
- racking protection
- maintenance and repairs.
Let’s Build Something
Together
Do you have any other Questions?
We are here to help you choose the best racking for your business.
Here is a list of our frequently asked questions about pallet racking.
Please get in touch if you have any other questions.
Frequently Asked Questions – Gravity and Roller conveyors
Select the + to open the answer to the question.
How does a gravity conveyor work?
A conveyor system is a piece of mechanical handling equipment that transports product from one location to another. A gravity conveyor moves a load without using electricity.
Gravity conveyor systems use the force of gravity to operate them. Materials move down the conveyor line along a series of evenly spaced metal rollers or wheels. These rollers or wheels transport products from one designated work area to a second work area.
How much do conveyors cost?
The cost for a gravity conveyor system or roller conveyor systems will vary based on your needs and the scope of the project.For the most accurate conveyor system price please contact us for a quote.
What conveyor can I use to transport cartons?
A modular conveying system for containers, cartons, trays, and products weighing up to 50 kilograms. The functions include conveying, intelligently sorting, merging goods, and diverting as well as storing and buffering.
Our range of equipment for carton conveyor systems includes gravity wheel and roller conveyors, powered line shaft, belt conveyor, and smart accumulation conveyors, all available in a range of widths.
What conveyor can I use to transport Pallets?
Automated pallet conveyors are a fast, accurate, and reliable method of transporting pallet unit loads throughout a facility.
Pallets can be transported on roller or chain conveyor, and loaded or unloaded by pallet trucks, forklifts, AGVs, pallet shuttle carts, overhead monorails, or ASRS machines.
Contact Us
Fill out the form to contact us.
We will reply within 2 business days.